

لپینگ کردن دنده ها یک فرآیند ماشینکاری است که در آن دو سطح با یک ماده ساینده بین آنها، با حرکت دست یا با استفاده از ماشین مالیده می شوند. لپ کردن اغلب به دنبال سایر فرآیندهای کاهشی با حذف مواد تهاجمی تر به عنوان اولین گام، مانند آسیاب و/یا آسیاب می شود. برای سفارش لپینگ چرخدنده ها با رها گیربکس تماس حاصل نمایید.
لپ کردن می تواند به دو شکل باشد. اولین نوع از ساییدن (به طور سنتی اغلب سنگ زنی نامیده می شود)، شامل مالش مواد شکننده مانند شیشه بر روی سطحی مانند آهن یا خود شیشه (همچنین به عنوان “لپ” یا ابزار سنگ زنی شناخته می شود) با مواد ساینده مانند اکسید آلومینیوم، جواهرسازی است. سرخاب، سرخاب اپتیک، سنباده، کاربید سیلیکون، الماس و غیره، بین آنهاست. این باعث ایجاد شکستگی های مخروطی میکروسکوپی می شود زیرا مواد ساینده بین دو سطح می چرخند و مواد را از هر دو جدا می کند. برای آشنایی با سنگ زنی دنده به صفحه آ مراجعه کنید.
شکل دیگر چسباندن شامل مواد نرم تری مانند زمین یا سرامیک برای لپ است که با ماده ساینده “شارژ” می شود. سپس از لپ برای برش یک ماده سخت تر – قطعه کار استفاده می شود. مواد ساینده در داخل مواد نرمتر قرار میگیرد، که آن را نگه میدارد و به آن اجازه میدهد تا مواد سختتر را برش دهد. اگر به حد ریزتر برسد، سطح صیقلی مانند پارچه پولیش روی خودرو یا پارچه پولیش یا سطح پولیش روی شیشه یا فولاد ایجاد میشود.
با کمک تداخل سنجی دقیق و ماشین های پولیش تخصصی یا پولیش دستی ماهر، لنزسازها می توانند سطوح مسطح تا بهتر از 30 نانومتر را تولید کنند. این یک بیستم طول موج نور از منبع نور لیزر نئون هلیوم 632.8 نانومتری معمول است. سطوح این تخت را می توان با قرار دادن آنها در شرایط مناسب به صورت مولکولی پیوند داد (تماس نوری).
عملیات لپینگ کردن دنده ها (lapping)
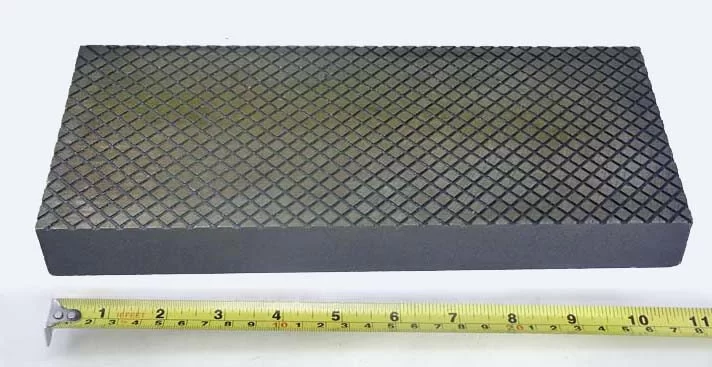
یک تکه سرب ممکن است به عنوان دامان استفاده شود، با سنگ سنباده شارژ شود و برای برش یک قطعه فولاد سخت شده استفاده شود. بشقاب کوچکی که در تصویر اول نشان داده شده است یک بشقاب دستی است. آن صفحه خاص از چدن ساخته شده است. در هنگام استفاده، دوغابی از پودر سنباده روی صفحه پخش می شود و قطعه کار به سادگی روی صفحه مالیده می شود، معمولاً در الگوی “شکل هشت”.
تصویر دوم مربوط به یک دستگاه لپینگ تجاری است. قطر لبه یا صفحه لبه دار در این دستگاه 30 سانتی متر (12 اینچ) است که تقریباً کوچکترین اندازه موجود در بازار است. در انتهای دیگر طیف اندازه، ماشینهایی با صفحات با قطر 2.4 تا 3.0 متر (8 تا 10 فوت) غیرمعمول نیستند و سیستمهایی با میزهایی با قطر 9 متر (30 فوت) ساخته شدهاند. با اشاره مجدد به تصویر دوم، دامان صفحه دایره ای بزرگ در بالای دستگاه است. در بالای دامان دو حلقه وجود دارد. قطعه کار در یکی از این حلقه ها قرار می گیرد. سپس وزنه ای در بالای قطعه کار قرار می گیرد. وزنه ها به همراه دو دیسک فیبر اسپیسر که برای یکنواخت کردن بار استفاده می شوند نیز در تصویر دیده می شوند. برای آشنایی با پخ زنی چرخ دنده کلیک کنید.


در حین کار، حلقهها در یک مکان باقی میمانند، زیرا صفحه پوشش در زیر آنها میچرخد. در این دستگاه، یک پمپ دوغاب کوچک در کناره دیده می شود، این پمپ دوغاب ساینده را به صفحه گردان چرخان تغذیه می کند.
هنگامی که نیاز به دور زدن نمونههای بسیار کوچک وجود دارد (از 75 میلیمتر (3 اینچ) به پایین تا چند میلیمتر)، میتوان برای نگهداشتن مواد در حین لپخوردن از یک جک لپینگ کردن دنده ها استفاده کرد. . یک جیگ امکان کنترل دقیق جهت گیری نمونه به صفحه روکش و تنظیم دقیق بار وارد شده به نمونه در طول فرآیند حذف مواد را می دهد. با توجه به ابعاد چنین نمونه های کوچکی، بارها و وزن های سنتی بیش از حد سنگین هستند زیرا مواد ظریف را از بین می برند. جيگ در گهواره اي در بالاي صفحه لپينگ قرار مي گيرد و صفحه جلوي جيگ ميزان مواد برداشته شده از نمونه را نشان مي دهد. برای آشنایی با انواع چرخ دنده کلیک کنید.