



توضیحات
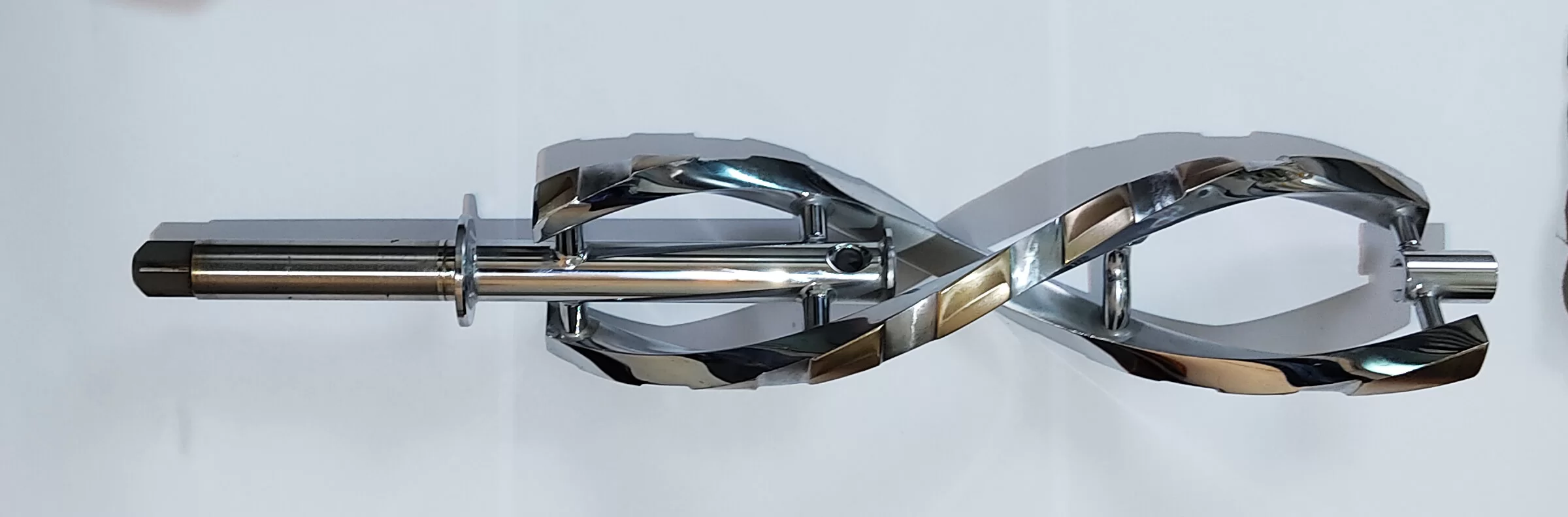
پارو دستگاه بستنی ساز قیفی برای اولین بار در ایران توسط متخصصین داخلی و مجموعه رها گیربکس تولید شده است. این پارو ها بعد از 2 سال تحقیق و آزمایش توسط متخصصین متالوژی طراحی گردیده است. همانطور که میدانید پارو های دستگاه بستنی ساز باید از آلیاژ خاصی تولید شوند زیرا داخل بستنی ها به چرخش در می آیند. تا به اکنون این پارو ها تماما به صورت وارداتی با قیمتی بسیار زیاد به فروش میرفته که اکنون شما میتوانید این پارو ها را با قیمتی بسیار مناسب تر، از رها گیربکس تهیه کنید. مشاهده لیست لوازم یدکی دستگاه بستنی ساز لبه رنگی با کلیک بر روی لینک.
شرکت رهاگیربکس به عنوان تولیدکننده تخصصی قطعات دوار دقیق، پارو دستگاه بستنی ساز قیفی (Dasher / Scraper Blade Assembly) را با بالاترین استانداردهای مهندسی تولید میکند. پارو یا کروپ (Cylinder Dasher) قطعهای است که در داخل سیلندر انجماد میچرخد و وظایف زیر را بر عهده دارد:
-
همگنسازی مخلوط بستنی برای بافت نرم و یکدست
-
تراشیدن مداوم لایههای یخ منجمد شده از دیواره سیلندر (Scraping)
-
وارد کردن هوا به مخلوط برای افزایش حجم (Overrun) و بافت سبک
-
انتقال حرارت بهینه بین مخلوط و دیواره سیلندر سرد
یک پارو باکیفیت، تفاوت بین بستنی نرم، کرمی و حرفهای با بستنی یخزده، زبر و نامطلوب است.
تفاوت پارو رهاگیربکس با نمونههای معمولی
-
جنس استیل ضد زنگ AISI 304 یا 316 (هرگز استیل معمولی یا آهن گالوانیزه)
-
پرههای اسکراپر (تیغه تراشنده) از جنس پلیاتیلن درجه غذایی با چگالی فوقبالا (UHMWPE)
-
زاویه پرهها بهینهسازی شده برای بالاترین نرخ تراشیدن بدون سایش سیلندر
-
بالانس دینامیکی کامل برای لرزش صفر در دورهای بالا
-
قابلیت تعویض مستقیم با برندهای Taylor، Carpigiani، Electro Freeze و Nissei
مشخصات فنی پارو دستگاه بستنی ساز قیفی (تولید رهاگیربکس)
| ویژگی | مقدار / توضیح |
|---|---|
| جنس بدنه اصلی | استیل ضد زنگ AISI 304 (استاندارد) / AISI 316 (برای شویندههای قوی) |
| جنس تیغههای اسکراپر | پلیاتیلن UHMWPE درجه غذایی (FDA approved) |
| تعداد تیغههای اسکراپر | 2، 3، 4 یا 6 تیغه (بر اساس مدل) |
| تعداد پرههای همگنساز | 4، 6 یا 8 پره |
| زاویه تیغههای اسکراپر | 15 تا 30 درجه (نسبت به مماس سیلندر) |
| زاویه پرههای همگنساز | 20 تا 45 درجه |
| طول مفید پارو | 150 تا 600 میلیمتر (بر اساس مدل سیلندر) |
| قطر خارجی پارو | 60 تا 180 میلیمتر |
| نوع اتصال به شفت | چهارگوش، ششگوش، اسپلاین یا پین فنری |
| تلرانس فاصله از دیواره سیلندر | 0.3 تا 0.8 میلیمتر |
انواع پارو تولیدی رهاگیربکس (بر اساس کاربرد)
| ردیف | نوع پارو | تعداد تیغه | تعداد پره | کاربرد | مزیت |
|---|---|---|---|---|---|
| 1 | پارو استاندارد 4 پره + 2 تیغه | 2 | 4 | دستگاههای تک سیلندر معمولی | تعادل بین همگنسازی و تراشیدن |
| 2 | پارو سنگین 6 پره + 4 تیغه | 4 | 6 | دستگاههای صنعتی پرکار | حداکثر Overrun تا 50% |
| 3 | پارو 8 پره بدون تیغه (میکسری) | 0 | 8 | دستگاههای پاستوریزاتور | فقط همگنسازی بدون تراشیدن |
| 4 | پارو 3 تیغه 45 درجه | 3 | 3 | دستگاههای بستنی رژیمی (کم چرب) | تراشیدن قوی برای بافت نرمتر |
تطابق با برندهای مختلف دستگاه بستنی قیفی
| برند دستگاه | مدلهای رایج | تعداد تیغه | طول پارو (mm) | جنس پیشنهادی |
|---|---|---|---|---|
| Taylor | C152, C161, 754 | 2 تیغه | 280 | استیل 304 |
| Carpigiani | 191, 193, Labo | 4 تیغه | 320 | استیل 316 |
| Electro Freeze | 55T, 66T, 88T | 2 تیغه | 260 | استیل 304 |
| Nissei (Norio) | NAB50, NAB100 | 3 تیغه | 220 | استیل 304 |
| Stoelting / Spaceman | 523, 524 | 4 تیغه | 380 | استیل 316 |
مزایای استفاده از پارو رهاگیربکس
| ردیف | مزیت برای اپراتور و مشتری نهایی | توضیح فنی |
|---|---|---|
| 1 | بستنی نرم و کرمی بدون کریستال یخ | تیغههای UHMWPE با زاویه بهینه، لایههای یخ را به طور کامل از دیواره جدا میکنند |
| 2 | حجم بستنی 35 تا 50 درصد بیشتر (Overrun بالا) | پرههای همگنساز با زاویه 45 درجه، حداکثر هوا را وارد مخلوط میکنند |
| 3 | عمر 2.5 برابری در مقایسه با نمونه چینی | تیغههای UHMWPE (نه پلاستیک بازیافتی) + استیل 304 ضد زنگ |
| 4 | بدون آسیب به دیواره سیلندر | تیغههای نرمتر از استیل + فاصله دقیق 0.5mm → بدون خط و خش |
| 5 | لرزش صفر و صدای کم | بالانس دینامیکی کامل در دور 300 rpm |
| 6 | قابل شستشو با مواد ضدعفونیکننده | استیل 316 و UHMWPE مقاوم به کلر و اسیدهای میوهای |
چه علائمی نشان میدهد پارو دستگاه نیاز به تعویض دارد؟
| نشانه | علت فنی | پیامد اگر نادیده گرفته شود |
|---|---|---|
| خروج بستنی آبکی و یخزده | سایش یا شکستگی تیغههای اسکراپر | تشکیل لایه ضخیم یخ روی دیواره و کاهش راندمان |
| صدای سایش فلز روی فلز از داخل سیلندر | تمام شدن تیغههای پلاستیکی و تماس بدنه استیل با سیلندر | خرابی کامل سیلندر (هزینه تعویض بسیار بالا) |
| کاهش شدید حجم بستنی خروجی (بدون هوا) | تغییر شکل پرههای همگنساز یا گرفتگی | بستنی سنگین و بیحجم (ناپلئونی نه قیفی) |
| لرزش شدید دستگیره دستگاه | شکستگی یا خم شدگی پارو (عدم بالانس) | آسیب به شفت و بلبرینگهای گیربکس |
| بستنی در یک نازل بیشتر از نازل دیگر میآید | سایش نامتقارن تیغهها | خروج نامتعادل مخلوط از سیلندرهای دوگانه |
| مشاهده قطعات پلاستیکی در بستنی | خرد شدن تیغههای بیکیفیت | خطر بلع قطعات پلاستیکی توسط مشتری (بسیار خطرناک) |
⚠️ هشدار فنی بسیار مهم: هرگز از پاروهایی با تیغههای استیل (فلزی) استفاده نکنید. این قطعات در عرض چند هفته سیلندر استیل دستگاه را خطخط کرده و غیرقابل استفاده میکنند. شرکت رهاگیربکس فقط از تیغههای UHMWPE درجه غذایی استفاده میکند که نرمتر از استیل هستند.
اجزای تشکیلدهنده پارو کامل رهاگیربکس
| ردیف | قطعه | جنس | توضیح |
|---|---|---|---|
| 1 | بدنه مرکزی (Hub & Spider) | استیل 304 یا 316 | بخش اصلی که به شفت متصل میشود |
| 2 | تیغههای اسکراپر (Scraper Blades) | UHMWPE درجه غذایی | تراشیدن یخ از دیواره سیلندر |
| 3 | پرههای همگنساز (Mixing Vanes) | استیل 304 | پمپاژ و اختلاط مخلوط |
| 4 | رینگ قفلی تیغهها (Blade Retainer) | استیل 304 | نگهدارنده تیغهها در جای خود |
| 5 | پیچهای تیغه (Screws) | استیل 304 با سر مخفی | جلوگیری از تماس پیچ با سیلندر |
| 6 | بوش رابط به شفت (Coupling Bushing) | برنج C380 | کاهش سایش در محل اتصال |
راهنمای سفارش پارو از شرکت رهاگیربکس
| روش | توضیح | زمان تحویل |
|---|---|---|
| ارسال پارو فرسوده (کامل) | ما ابعاد، تعداد تیغه، زوایا و جنس را دقیق کپی میکنیم | 5 تا 7 روز کاری |
| اعلام برند و مدل دستگاه | فقط برای مدلهای استاندارد (مثل Taylor C152) | 3 تا 4 روز کاری |
| سفارش بر اساس ابعاد سیلندر | ارائه قطر و طول داخلی سیلندر | 5 روز کاری |
| خرید تیغه به صورت تکی (بدنه سالم) | فقط تیغههای اسکراپر UHMWPE | 2 روز کاری |
| سفارش نقشه فنی جدید (سفارشی) | برای دستگاههای خاص یا خط تولید جدید | 10 روز کاری |
نکات نگهداری و سرویس دورهای پارو
| ردیف | اقدام | دوره زمانی |
|---|---|---|
| 1 | بازرسی تیغههای اسکراپر از نظر سایش و ترک | هر هفته (در پیک کاری) / هر 2 هفته (معمولی) |
| 2 | تعویض تیغههای اسکراپر (در صورت کاهش ضخامت بیش از 50%) | هر 3 تا 6 ماه (بر اساس حجم تولید) |
| 3 | بازرسی پیچهای تیغه از نظر شل شدن | هر ماه |
| 4 | بررسی بدنه از نظر ترک و خمیدگی | هر 3 ماه |
| 5 | تمیزکاری کامل پارو با آب گرم و مواد شوینده ملایم | روزانه (بعد از هر شیفت) |
| 6 | بررسی فاصله تیغه از دیواره سیلندر (با فیلم گیج) | هر 6 ماه |
| 7 | بالانس مجدد (در صورت لرزش غیرعادی پس از تعویض تیغه) | در صورت نیاز |
جدول عمر مفید تیغهها بر اساس حجم تولید روزانه
| حجم تولید روزانه (لیتر) | عمر مفید تیغه (ماه) | توصیه تعویض |
|---|---|---|
| کمتر از 50 | 8 تا 10 ماه | هر 8 ماه |
| 50 تا 150 | 4 تا 6 ماه | هر 4 ماه |
| 150 تا 300 | 2 تا 3 ماه | هر 2 ماه |
| بیش از 300 | 1 تا 1.5 ماه | هر ماه |
تضمین کیفیت شرکت




دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.